Mostrar contenido
1. DEFINICIÓN
Se define como reciclado en central en caliente de capas bituminosas la técnica consistente en la utilización del material resultante de la disgregación (mediante fresado, o demolición y trituración) de capas de mezcla bituminosa de pavimentos envejecidos en la fabricación de mezclas bituminosas en caliente de las definidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
A los efectos de la aplicación de este artículo, una mezcla bituminosa reciclada contendrá una proporción en masa del material bituminoso a reciclar comprendida entre el diez (10) y el cincuenta por ciento (50%) de la masa total de la mezcla.
La ejecución de una mezcla bituminosa reciclada en central en caliente incluye las siguientes operaciones:
Lo dispuesto en este artículo se entenderá sin perjuicio de lo establecido en el Real Decreto 1630/92 (modificado por el Real Decreto 1328/95), por el que se dictan disposiciones para la libre circulación de productos de construcción, en aplicación de la Directiva 89/106/CEE; en particular, en lo referente a los procedimientos especiales de reconocimiento se estará a lo establecido en su artículo 9.
Independientemente de lo anterior, se estará en todo caso, además, a lo dispuesto en la legislación vigente en materia ambiental, de seguridad y salud y de almacenamiento y transporte de productos de la construcción.
2.1 Ligante hidrocarbonado
El Pliego de Prescripciones Técnicas Particulares fijará el tipo de ligante hidrocarbonado a emplear de acuerdo con los artículos 211 o 215 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3). Dicho ligante será seleccionado en función de la proporción y las características del ligante procedente del material bituminoso a reciclar, de forma que al combinarse con éste se obtenga un ligante con características similares a las de los indicados en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) dependiendo de la capa a que se destine la mezcla bituminosa reciclada en caliente, de la zona térmica estival en que se encuentre y de la categoría de tráfico pesado.
El tipo y proporción del ligante de aportación necesario se definirá en función de la penetración del ligante final.
Para obras de más de setenta mil metros cuadrados (70.000 m2) o cuando las mezclas bituminosas recicladas contengan más del veinticinco por ciento (25%) de material bituminoso a reciclar respecto de la masa total de la mezcla, se realizará un estudio completo del ligante procedente del material bituminoso a reciclar y del ligante final. En ese estudio se analizarán, además de la penetración, los valores del punto de reblandecimiento, del punto de fragilidad, de la ductilidad y del índice de penetración, de forma que se asegure que el ligante final presenta unas características similares a las del betún convencional correspondiente.
El Pliego de Prescripciones Técnicas Particulares, o en su defecto el Director de las Obras, podrá establecer el empleo de aditivos, tales como activantes o agentes rejuvenecedores, que recompongan y aporten las fracciones que hayan desaparecido o se encuentren en proporciones menores a las necesarias en el ligante envejecido.
2.2. Áridos
Los áridos nuevos a emplear en las mezclas bituminosas recicladas en central en caliente deberán cumplir las correspondientes especificaciones recogidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
2.3. Material bituminoso a reciclar y su tratamiento
Se entenderá por material bituminoso a reciclar el material procedente de la disgregación, por fresado o trituración, de capas de mezcla bituminosa. Este material estará compuesto por áridos de buena calidad y bien graduados cubiertos por betún asfáltico envejecido. También podrán incluirse dentro de este material los excedentes de fabricación de cualquier tipo de mezcla bituminosa, que sin presentar problemas de calidad en cuanto a sus componentes y envuelta, no haya sido colocada en obra (material sobrante, material rechazado en la extensión por baja temperatura, etc.).
A la central de fabricación podrán llegar materiales bituminosos procedentes de pavimentos de distintas características que se acopiarán constituyendo el material bituminoso a reciclar en bruto. En todo caso, el material bituminoso a reciclar no podrá contener más del veinte por ciento (20%) de mezclas bituminosas distintas de los tipos densas (D), semidensas (S) o gruesas (G) definidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
En principio, todos los materiales recuperados de mezclas bituminosas son susceptibles de ser reciclados, excepto los que hayan presentado deformaciones plásticas. Sobre los que contengan en su composición original adiciones modificadoras de la reología del ligante bituminoso o del comportamiento mecánico de la mezcla bituminosa (fibras, caucho., etc.), debido a la posible emisión de contaminantes a la atmósfera durante el proceso de fabricación de la nueva mezcla, se deberá hacer un estudio especial.
También deberá realizarse un estudio especial cuando el material bituminoso a reciclar contenga los siguientes materiales definidos en el Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3): riegos con gravilla (artículo 533), lechadas bituminosas (artículo 540), mezclas bituminosas drenantes (artículo 542) o mezclas bituminosas discontinuas en caliente (artículo 543).
El material que se incorporará al proceso de producción deberá ser homogéneo, no contener contaminantes y estar totalmente caracterizado y referenciado, por lo que el material bituminoso a reciclar en bruto se someterá en la central aun tratamiento previo de trituración, eliminación de contaminantes y homogeneización. El proceso anterior convertirá el material bituminoso a reciclar en bruto en material bituminoso a reciclar tratado.
El material bituminoso a reciclar tratado, una vez disgregado, deberá pasar en todo caso por el tamiz 25 mm de la UNE 933-2.
Las propiedades del material bituminoso a reciclar tratado deberán cumplir, en cualquier caso, con las características señaladas en los apartados siguientes.
2.3.1. Homogeneidad del material bituminoso a reciclar
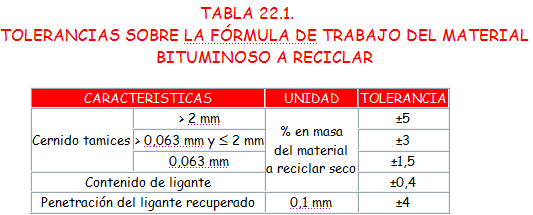
Para la utilización de cualquier acopio de material bituminoso a reciclar, la granulometría de los áridos tras la extracción del ligante y el contenido de éste deberán cumplir, respecto a los valores especificados en la fórmula de trabajo, las tolerancias indicadas en la tabla 22.1.
2.3.2. Contaminantes
El material bituminoso a reciclar tratado deberá estar exento de materiales contaminantes: hormigones, morteros, ladrillos, cemento, metales, maderas, materiales sintéticos, etc., y especialmente de aquellos que en la fabricación de la mezcla reciclada pudieran producir contaminación atmosférica.
2.3.3. Ligante hidrocarbonado del material bituminoso a reciclar
El ligante hidrocarbonado procedente del material bituminoso a reciclar, deberá ser susceptible de mezclarse homogéneamente con el ligante hidrocarbonado de aportación, y dar lugar a un producto de características similares a los betunes indicados en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
2.3.4. Árido del material bituminoso a reciclar
Los áridos procedentes del material bituminoso a reciclar no deberá presentar signos de meteorización y deberán poseer unas propiedades de dureza y calidad similares a las exigidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) a los áridos nuevos de aportación.
Estas propiedades deberán ser evaluadas directamente con los ensayos establecidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) para los áridos nuevos. El Director de las Obras podrá aceptar como evaluación indirecta de dichas propiedades los ensayos mecánicos a realizar sobre la mezcla bituminosa reciclada, en particular, la resistencia conservada en el ensayo de inmersión-compresión, según la NLT-162, que deberá ser como mínimo del setenta y cinco por ciento (75%).
2.4. Aditivos
El Pliego de Prescripciones Técnicas Particulares, o en su defecto el Director de las Obras, fijará los aditivos que puedan utilizarse, estableciendo las especificaciones que tendrán que cumplir tanto el aditivo como las mezclas bituminosas resultantes. La dosificación y dispersión homogénea del aditivo deberán ser aprobadas por el Director de las Obras.
3. TIPO Y COMPOSICIÓN DE LA MEZCLA
El tipo y características de la mezcla bituminosa en caliente reciclada será fijado por el Pliego de Prescripciones Técnicas Particulares entre las especificadas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) y las prescripciones complementarias siguientes.
No se emplearán mezclas bituminosas recicladas en caliente para la fabricación de mezclas de alto módulo (MAM) con características asociadas de mayor capacidad estructural respecto a mezclas bituminosas en caliente tipo densas (D), semidensas (S) o gruesas (G).
La denominación del tipo de mezcla bituminosa en caliente reciclada se compondrá añadiendo a la denominación del tipo de mezcla correspondiente del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) la letra "R" y dos dígitos que indiquen la proporción de material bituminoso reciclado empleado en la mezcla (Por ejemplo: S20R35).
La dotación total de ligante hidrocarbonado (el de aportación más el procedente del material bituminoso a reciclar) no será inferior expresada en proporción en masa sobre el total de los áridos en seco de la mezcla (incluido el polvo mineral y los áridos procedentes del material bituminoso a reciclar), al cuatro por ciento (4%) en capas intermedias y al tres y medio por ciento (3,5%) en capas de base, incluidas las tolerancias.
La dotación de ligante de aportación deberá ser como mínimo el sesenta por ciento (60%) de la dotación total del ligante hidrocarbonado de la mezcla reciclada.
La razón entre la estabilidad Marshall y la deformación Marshall será inferior a ocho kilonewton por milímetro (8 kN/mm).
4. EQUIPO NECESARIO PARA LA EJECUCIÓN DE LAS OBRAS
El equipo necesario para la ejecución de las obras cumplirá las especificaciones establecidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), teniendo en cuenta las siguientes prescripciones adicionales.
4.1. Central de trituración
Cuando el material bituminoso a reciclar presente problemas de homogeneidad o un tamaño excesivo se procederá a su trituración y mezcla.
Para la trituración se usarán instalaciones de trituración que proporcionen un producto granular uniforme. En el caso de que haya contaminantes de tipo metálico se dotará a la central de trituración de un dispositivo para su detección y eliminación.
4.2. Central de fabricación
Las centrales de fabricación serán capaces de adicionar durante el proceso de mezcla en caliente el material bituminoso a reciclar sin deterioro de los materiales. Se estará, en todo caso, a lo dispuesto en la legislación vigente en materia ambiental.
En las centrales de fabricación continua con tambor secador-mezclador, el sistema de dosificación deberá ser ponderal, para el material bituminoso a reciclar, y deberá tener en cuenta la humedad de éste, para corregir la dosificación en función de ella. La central deberá disponer de un dispositivo que permita la incorporación del material bituminoso a reciclar tras la llama, de forma que no exista riesgo de contacto con ella. Los gases producidos en el calentamiento del material bituminoso a reciclar deberán ser quemados durante el proceso, debiendo evitarse en todo momento su emisión a la atmósfera.
Las centrales de fabricación de tambor secador-mezclador, en las que el flujo de áridos coincide con el del tiro del humo, no se emplearán si las cantidades de material bituminoso a reciclar superan el veinticinco por ciento (25%).
De las centrales de fabricación continuas de tambor secador-mezclador se emplearán preferentemente aquellas en las que el flujo de áridos va en contra del tiro del humo o las que tengan doble tambor, que eviten la exposición directa a la llama del material bituminoso a reciclar.
Las centrales de fabricación discontinua deberán estar provistas de un tambor secador independiente para el material bituminoso a reciclar. Los gases producidos en su calentamiento deberán ser recogidos y quemados durante el proceso de fabricación de la mezcla, evitándose en todo momento su emisión a la atmósfera. Además éstas centrales deberán estar provistas de silos para almacenar en caliente el material bituminoso a reciclar, y un sistema de dosificación ponderal del material bituminoso a reciclar.
5. EJECUCIÓN DE LAS OBRAS
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
5.1. Acopio del material bituminoso a reciclar en bruto
El material bituminoso a reciclar podrá emplearse en la misma obra de la que procede o acopiarse para su posterior utilización en otro lugar. Los acopios deberán estar cubiertos y el tiempo de almacenamiento se reducirá al mínimo posible para evitar que el contenido de humedad del material bituminoso a reciclar aumente excesivamente. Cuando se prevean temperaturas superiores a los treinta grados Celsius (30 °C), los acopios no superarán los tres metros (3 m) de altura, para evitar que el material bituminoso a reciclar se aglomere.
Se examinará la descarga al acopio desechando los materiales que a simple vista presenten contaminaciones.
Deberá llevarse un registro de la procedencia del material bituminoso a reciclar, identificando y acopiando aparte los materiales provenientes de mezclas distintas de los tipos densas (D), semidensas (S) o gruesas (G) definidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
También deberán acopiarse aparte los materiales para los que sea necesario realizar un estudio .. especial según el apartado 2.3 hasta la decisión de su aceptación o rechazo.
5.2. Tratamiento del material bituminoso a reciclar bruto
El material bituminoso a reciclar bruto se tratará y mezclará para su homogeneización y descontaminación.
Para ello se triturarán todos los bloques y bolos con objeto de que todo el material pase por el tamiz 25 mm de la UNE-EN 933-2.
Se procederá también a la eliminación de cualquier contaminante, y en especial se usará un procedimiento de detección y eliminación de elementos metálicos.
Posteriormente el material deberá ser mezclado hasta obtener un producto homogéneo, que no I presente segregaciones.
5.3. Caracterización y acopio del material bituminoso a reciclar tratado
Una vez tratado el material bituminoso a reciclar, se dispondrá en acopios homogéneos. Para que un acopio se considere homogéneo, realizados los ensayos del apartado 9.1, los valores de los resultados cumplirán las tolerancias establecidas en la tabla 22.1.
Los materiales que cumplan los criterios de homogeneidad se podrán acopiar juntos. Cada acopio homogéneo quedará identificado y caracterizado por los resultados de los ensayos realizados según el apartado 9.1 y podrá emplearse en la fabricación de mezcla bituminosa reciclada en caliente con una misma fórmula de trabajo.
Los acopios de material bituminoso a reciclar tratado serán considerados como lotes aislados, evitando que se mezclen y contaminen entre ellos. El volumen de cada uno de estos acopios será el suficiente para garantizar, al menos, el trabajo de un día o la producción requerida si ésta es menor, con objeto de no cambiar la formula de trabajo y poder controlar e identificar adecuadamente la mezcla fabricada.
Los acopios deberán situarse en una zona bien drenada y sobre una superficie revestida. Si se dispusieran en terreno natural, no se utilizarán los quince centímetros (15 cm) inferiores de los acopios. Los acopios se formarán por capas. Deberá vigilarse la altura de los acopios para evitar que el material bituminoso se aglomere, especialmente con temperaturas altas, limitándose aquélla a tres metros (3 m) cuando se prevean temperaturas superiores a los treinta grados Celsius (30°C).
Los acopios deberán estar a cubierto y el tiempo de almacenamiento se reducirá al mínimo posible para evitar que el contenido de humedad aumente excesivamente.
5.4. Estudio de la mezcla y obtención de la fórmula de trabajo
La fórmula de trabajo fijará, además de las características establecidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) las siguientes;
Los tiempos para la mezcla en caliente de los áridos y para la mezcla con el ligante vendrán determinados por la homogeneidad de la mezcla, la total desintegración de los nódulos de material bituminoso a reciclar y la incorporación del ligante, y en su caso del aditivo rejuvenecedor, con el ligante del material a reciclar.
5.5. Fabricación de la mezcla
Los dosificadores de áridos en frío y del material bituminoso a reciclar se regularán de forma que se obtenga la granulometría de la fórmula de trabajo; su caudal se ajustará ala producción prevista, debiéndose mantener constante la alimentación del secador de áridos y del calentador de material bituminoso a reciclar.
Los gases desprendidos al calentar el material bituminoso a reciclar deberán ser recogidos y quemados durante el proceso, evitando su vertido a la atmósfera.
En centrales cuyo secador no sea a la vez mezclador, si la alimentación fuese continua, los áridos calentados y, en su caso, clasificados, se pesarán y se transportarán al mezclador, incorporando el material bituminoso a reciclar en la zona de pesaje en caliente a la salida del secador. Si la alimentación de éste fuese discontinua, después de haber introducido los áridos en el mezclador, se pesará e introducirá el material bituminoso a reciclar junto al polvo mineral y, después de un tiempo de disgregación, calentamiento y mezcla, se agregará el ligante hidrocarbonado, y en su caso los aditivos, para cada amasada, y se continuará la operación de mezcla durante el tiempo especificado en la fórmula de trabajo.
En centrales de mezcla continua con tambor secador-mezclador se aportará el material bituminoso a reciclar tras la llama de forma que no exista riesgo de contacto con ella.
6. TRAMO DE PRUEBA
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
7. ESPECIFICACIONES DE LA UNIDAD TERMINADA
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
8. LIMITACIONES DE LA EJECUCIÓN
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
9. CONTROL DE CALIDAD
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
9.1. Control de procedencia del material bituminoso a reciclar
Se tomarán muestras del material bituminoso a reciclar tratado con objeto de analizar su homogeneidad y caracterizar los acopios.
Para ello, por cada quinientas toneladas (500 t) de acopio de material tratado, si se va a emplear en la fabricación de la mezcla un porcentaje de material bituminoso reciclado inferior al veinticinco por ciento (25%), y por cada doscientas toneladas (200 t) de acopio, si se va a emplear un porcentaje de material bituminoso superior a esa cantidad, se tomarán cinco (5) muestras y de cada una de ellas se determinará:
Se examinará cada acopio de material bituminoso a reciclar, desechando los que no cumplan con los límites de tolerancias de granulometría y de contenido de ligante establecidos en el apartado 2.3.1.
Se vigilará la altura de los acopios y el estado de sus elementos separadores y de los accesos.
Sobre cada acopio que se utilice se realizarán los siguientes ensayos:
o Contenido de ligante, según la NLT-164.
o Granulometría de los áridos recuperados, según la NLT-165.
o Punto de reblandecimiento anillo y bola del ligante recuperado, según la NLT-125.
o Indice de penetración del ligante recuperado, según la NLT-181.
o Densidad relativa y absorción del árido recuperado, según las NLT-153 y NLT-154, respectivamente.
o Ductilidad del ligante recuperado, según la NLT-126.
9.3. Control de ejecución
9.3.1. Fabricación
Al comenzar la fabricación y al menos dos veces al día, o cuando se produzcan precipitaciones atmosféricas cada hora, se determinará la humedad, según la UNE 103300, del material bituminoso a reciclar, en la tolva o cinta de carga desde el acopio y en la descarga de la tolva de dosificación y alimentación al mezclador.
9.4. Control de recepción de la unidad terminada
Para obras de más de setenta mil metros cuadrados (70.000 m2), mezclas bituminosas recicladas que contengan más del veinticinco por ciento (25%) de material bituminoso a reciclar respecto de la masa total de la mezcla o cuando existan dudas razonables sobre la calidad de la mezcla, el Director de las Obras podrá exigir de los testigos extraídos de acuerdo con lo especificado en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), la determinación, además de su densidad y de su espesor, de la resistencia a tracción indirecta, según la NLT-346, a la temperatura de cinco grados Celsius (5°C), empleando los dispositivos de carga (barras) recogidos en el apartado 2.2 de la norma NLT-360 para la determinación del módulo resiliente.
La resistencia a tracción deberá ser determinada tanto en seco, directamente sobre los testigos extraídos, como en húmedo, sobre testigos que hayan permanecido sumergidos durante veinticuatro horas (24 h) en agua a la temperatura de sesenta grados Celsius (60°C).
10. CRITERIOS DE ACEPTACIÓN O RECHAZO
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), y las siguientes prescripciones adicionales.
10.1. Resistencia a tracción indirecta en seco y en húmedo
La resistencia media a tracción indirecta, según la NLT-346, a la temperatura de cinco grados Celsius (5°C), empleando los dispositivos de carga (barras) recogidos en el apartado 2.2 de la norma NLT-360 para la determinación del módulo resiliente, deberá cumplir los valores indicados en la tabla 22.2:
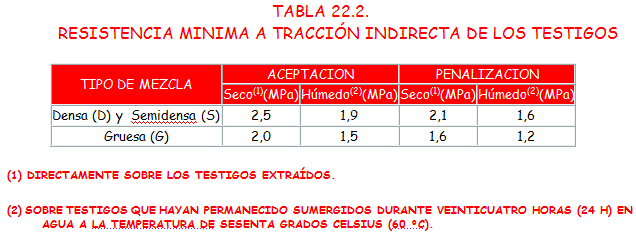
No más del veinte por ciento (20%) de los valores individuales de la muestra deberán ser inferiores a los valores prescritos en la tabla anterior para los casos de penalización.
Además, la resistencia media de los testigos en húmedo deberá ser siempre superior al setenta y cinco por ciento (75%) de la resistencia en seco.
De no cumplirse los requisitos anteriores se procederá de la siguiente manera:
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
El material bituminoso a reciclar se considerará incluido en el abono de la mezcla bituminosa reciclada.
El ligante de aportación podrá ser incluido también en el abono de la mezcla reciclada, o bien abonado aparte. En este caso se determinará la cantidad de ligante de aportación como la diferencia entre el contenido de ligante de la mezcla reciclada y el ligante bituminoso aportado por el material a reciclar.
12. ESPECIFICACIONES TÉCNICAS Y DISTINTIVOS DE CALIDAD
El cumplimiento de las especificaciones técnicas obligatorias requeridas a los productos contemplados en este artículo, se podrá acreditar por medio del correspondiente certificado que, cuando dichas especificaciones estén establecidas exclusivamente por referencia a normas, podrá estar constituido por un certificado de conformidad a dichas normas.
Si los referidos productos disponen de una marca, sello o distintivo de calidad que asegure el cumplimiento de las especificaciones técnicas obligatorias de este artículo, se reconocerá como tal cuando dicho distintivo esté homologado por la Dirección General de Carreteras del Ministerio de Fomento. El certificado acreditativo del cumplimiento de las especificaciones técnicas obligatorias de este artículo podrá ser otorgado por las Administraciones públicas competentes en materia de carreteras, la Dirección General de Carreteras del Ministerio de Fomento (según ámbito) o los Organismos españoles -públicos y privados- autorizados para realizar tareas de certificación o ensayos en el ámbito de los materiales, sistemas y procesos industriales, conforme al Real Decreto 2200/95, de 28 de diciembre.
NORMAS REFERENCIADAS
Imprimir
Se define como reciclado en central en caliente de capas bituminosas la técnica consistente en la utilización del material resultante de la disgregación (mediante fresado, o demolición y trituración) de capas de mezcla bituminosa de pavimentos envejecidos en la fabricación de mezclas bituminosas en caliente de las definidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
A los efectos de la aplicación de este artículo, una mezcla bituminosa reciclada contendrá una proporción en masa del material bituminoso a reciclar comprendida entre el diez (10) y el cincuenta por ciento (50%) de la masa total de la mezcla.
La ejecución de una mezcla bituminosa reciclada en central en caliente incluye las siguientes operaciones:
- Acopio del material procedente de pavimentos bituminosos envejecidos.
- Tratamiento del material bituminoso a reciclar en bruto.
- Caracterización y acopio del material bituminoso a reciclar tratado.
- Estudio de la mezcla y obtención de la fórmula de trabajo.
- Fabricación de la mezcla de acuerdo con la fórmula de trabajo.
- Transporte de la mezcla al lugar de empleo.
- Preparación de la superficie sobre la que se va a extender la mezcla.
- Extensión y compactación de la mezcla.
Lo dispuesto en este artículo se entenderá sin perjuicio de lo establecido en el Real Decreto 1630/92 (modificado por el Real Decreto 1328/95), por el que se dictan disposiciones para la libre circulación de productos de construcción, en aplicación de la Directiva 89/106/CEE; en particular, en lo referente a los procedimientos especiales de reconocimiento se estará a lo establecido en su artículo 9.
Independientemente de lo anterior, se estará en todo caso, además, a lo dispuesto en la legislación vigente en materia ambiental, de seguridad y salud y de almacenamiento y transporte de productos de la construcción.
2.1 Ligante hidrocarbonado
El Pliego de Prescripciones Técnicas Particulares fijará el tipo de ligante hidrocarbonado a emplear de acuerdo con los artículos 211 o 215 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3). Dicho ligante será seleccionado en función de la proporción y las características del ligante procedente del material bituminoso a reciclar, de forma que al combinarse con éste se obtenga un ligante con características similares a las de los indicados en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) dependiendo de la capa a que se destine la mezcla bituminosa reciclada en caliente, de la zona térmica estival en que se encuentre y de la categoría de tráfico pesado.
El tipo y proporción del ligante de aportación necesario se definirá en función de la penetración del ligante final.
Para obras de más de setenta mil metros cuadrados (70.000 m2) o cuando las mezclas bituminosas recicladas contengan más del veinticinco por ciento (25%) de material bituminoso a reciclar respecto de la masa total de la mezcla, se realizará un estudio completo del ligante procedente del material bituminoso a reciclar y del ligante final. En ese estudio se analizarán, además de la penetración, los valores del punto de reblandecimiento, del punto de fragilidad, de la ductilidad y del índice de penetración, de forma que se asegure que el ligante final presenta unas características similares a las del betún convencional correspondiente.
El Pliego de Prescripciones Técnicas Particulares, o en su defecto el Director de las Obras, podrá establecer el empleo de aditivos, tales como activantes o agentes rejuvenecedores, que recompongan y aporten las fracciones que hayan desaparecido o se encuentren en proporciones menores a las necesarias en el ligante envejecido.
2.2. Áridos
Los áridos nuevos a emplear en las mezclas bituminosas recicladas en central en caliente deberán cumplir las correspondientes especificaciones recogidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
2.3. Material bituminoso a reciclar y su tratamiento
Se entenderá por material bituminoso a reciclar el material procedente de la disgregación, por fresado o trituración, de capas de mezcla bituminosa. Este material estará compuesto por áridos de buena calidad y bien graduados cubiertos por betún asfáltico envejecido. También podrán incluirse dentro de este material los excedentes de fabricación de cualquier tipo de mezcla bituminosa, que sin presentar problemas de calidad en cuanto a sus componentes y envuelta, no haya sido colocada en obra (material sobrante, material rechazado en la extensión por baja temperatura, etc.).
A la central de fabricación podrán llegar materiales bituminosos procedentes de pavimentos de distintas características que se acopiarán constituyendo el material bituminoso a reciclar en bruto. En todo caso, el material bituminoso a reciclar no podrá contener más del veinte por ciento (20%) de mezclas bituminosas distintas de los tipos densas (D), semidensas (S) o gruesas (G) definidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
En principio, todos los materiales recuperados de mezclas bituminosas son susceptibles de ser reciclados, excepto los que hayan presentado deformaciones plásticas. Sobre los que contengan en su composición original adiciones modificadoras de la reología del ligante bituminoso o del comportamiento mecánico de la mezcla bituminosa (fibras, caucho., etc.), debido a la posible emisión de contaminantes a la atmósfera durante el proceso de fabricación de la nueva mezcla, se deberá hacer un estudio especial.
También deberá realizarse un estudio especial cuando el material bituminoso a reciclar contenga los siguientes materiales definidos en el Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3): riegos con gravilla (artículo 533), lechadas bituminosas (artículo 540), mezclas bituminosas drenantes (artículo 542) o mezclas bituminosas discontinuas en caliente (artículo 543).
El material que se incorporará al proceso de producción deberá ser homogéneo, no contener contaminantes y estar totalmente caracterizado y referenciado, por lo que el material bituminoso a reciclar en bruto se someterá en la central aun tratamiento previo de trituración, eliminación de contaminantes y homogeneización. El proceso anterior convertirá el material bituminoso a reciclar en bruto en material bituminoso a reciclar tratado.
El material bituminoso a reciclar tratado, una vez disgregado, deberá pasar en todo caso por el tamiz 25 mm de la UNE 933-2.
Las propiedades del material bituminoso a reciclar tratado deberán cumplir, en cualquier caso, con las características señaladas en los apartados siguientes.
2.3.1. Homogeneidad del material bituminoso a reciclar
Para la utilización de cualquier acopio de material bituminoso a reciclar, la granulometría de los áridos tras la extracción del ligante y el contenido de éste deberán cumplir, respecto a los valores especificados en la fórmula de trabajo, las tolerancias indicadas en la tabla 22.1.
2.3.2. Contaminantes
El material bituminoso a reciclar tratado deberá estar exento de materiales contaminantes: hormigones, morteros, ladrillos, cemento, metales, maderas, materiales sintéticos, etc., y especialmente de aquellos que en la fabricación de la mezcla reciclada pudieran producir contaminación atmosférica.
2.3.3. Ligante hidrocarbonado del material bituminoso a reciclar
El ligante hidrocarbonado procedente del material bituminoso a reciclar, deberá ser susceptible de mezclarse homogéneamente con el ligante hidrocarbonado de aportación, y dar lugar a un producto de características similares a los betunes indicados en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
2.3.4. Árido del material bituminoso a reciclar
Los áridos procedentes del material bituminoso a reciclar no deberá presentar signos de meteorización y deberán poseer unas propiedades de dureza y calidad similares a las exigidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) a los áridos nuevos de aportación.
Estas propiedades deberán ser evaluadas directamente con los ensayos establecidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) para los áridos nuevos. El Director de las Obras podrá aceptar como evaluación indirecta de dichas propiedades los ensayos mecánicos a realizar sobre la mezcla bituminosa reciclada, en particular, la resistencia conservada en el ensayo de inmersión-compresión, según la NLT-162, que deberá ser como mínimo del setenta y cinco por ciento (75%).
2.4. Aditivos
El Pliego de Prescripciones Técnicas Particulares, o en su defecto el Director de las Obras, fijará los aditivos que puedan utilizarse, estableciendo las especificaciones que tendrán que cumplir tanto el aditivo como las mezclas bituminosas resultantes. La dosificación y dispersión homogénea del aditivo deberán ser aprobadas por el Director de las Obras.
3. TIPO Y COMPOSICIÓN DE LA MEZCLA
El tipo y características de la mezcla bituminosa en caliente reciclada será fijado por el Pliego de Prescripciones Técnicas Particulares entre las especificadas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) y las prescripciones complementarias siguientes.
No se emplearán mezclas bituminosas recicladas en caliente para la fabricación de mezclas de alto módulo (MAM) con características asociadas de mayor capacidad estructural respecto a mezclas bituminosas en caliente tipo densas (D), semidensas (S) o gruesas (G).
La denominación del tipo de mezcla bituminosa en caliente reciclada se compondrá añadiendo a la denominación del tipo de mezcla correspondiente del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) la letra "R" y dos dígitos que indiquen la proporción de material bituminoso reciclado empleado en la mezcla (Por ejemplo: S20R35).
La dotación total de ligante hidrocarbonado (el de aportación más el procedente del material bituminoso a reciclar) no será inferior expresada en proporción en masa sobre el total de los áridos en seco de la mezcla (incluido el polvo mineral y los áridos procedentes del material bituminoso a reciclar), al cuatro por ciento (4%) en capas intermedias y al tres y medio por ciento (3,5%) en capas de base, incluidas las tolerancias.
La dotación de ligante de aportación deberá ser como mínimo el sesenta por ciento (60%) de la dotación total del ligante hidrocarbonado de la mezcla reciclada.
La razón entre la estabilidad Marshall y la deformación Marshall será inferior a ocho kilonewton por milímetro (8 kN/mm).
4. EQUIPO NECESARIO PARA LA EJECUCIÓN DE LAS OBRAS
El equipo necesario para la ejecución de las obras cumplirá las especificaciones establecidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), teniendo en cuenta las siguientes prescripciones adicionales.
4.1. Central de trituración
Cuando el material bituminoso a reciclar presente problemas de homogeneidad o un tamaño excesivo se procederá a su trituración y mezcla.
Para la trituración se usarán instalaciones de trituración que proporcionen un producto granular uniforme. En el caso de que haya contaminantes de tipo metálico se dotará a la central de trituración de un dispositivo para su detección y eliminación.
4.2. Central de fabricación
Las centrales de fabricación serán capaces de adicionar durante el proceso de mezcla en caliente el material bituminoso a reciclar sin deterioro de los materiales. Se estará, en todo caso, a lo dispuesto en la legislación vigente en materia ambiental.
En las centrales de fabricación continua con tambor secador-mezclador, el sistema de dosificación deberá ser ponderal, para el material bituminoso a reciclar, y deberá tener en cuenta la humedad de éste, para corregir la dosificación en función de ella. La central deberá disponer de un dispositivo que permita la incorporación del material bituminoso a reciclar tras la llama, de forma que no exista riesgo de contacto con ella. Los gases producidos en el calentamiento del material bituminoso a reciclar deberán ser quemados durante el proceso, debiendo evitarse en todo momento su emisión a la atmósfera.
Las centrales de fabricación de tambor secador-mezclador, en las que el flujo de áridos coincide con el del tiro del humo, no se emplearán si las cantidades de material bituminoso a reciclar superan el veinticinco por ciento (25%).
De las centrales de fabricación continuas de tambor secador-mezclador se emplearán preferentemente aquellas en las que el flujo de áridos va en contra del tiro del humo o las que tengan doble tambor, que eviten la exposición directa a la llama del material bituminoso a reciclar.
Las centrales de fabricación discontinua deberán estar provistas de un tambor secador independiente para el material bituminoso a reciclar. Los gases producidos en su calentamiento deberán ser recogidos y quemados durante el proceso de fabricación de la mezcla, evitándose en todo momento su emisión a la atmósfera. Además éstas centrales deberán estar provistas de silos para almacenar en caliente el material bituminoso a reciclar, y un sistema de dosificación ponderal del material bituminoso a reciclar.
5. EJECUCIÓN DE LAS OBRAS
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
5.1. Acopio del material bituminoso a reciclar en bruto
El material bituminoso a reciclar podrá emplearse en la misma obra de la que procede o acopiarse para su posterior utilización en otro lugar. Los acopios deberán estar cubiertos y el tiempo de almacenamiento se reducirá al mínimo posible para evitar que el contenido de humedad del material bituminoso a reciclar aumente excesivamente. Cuando se prevean temperaturas superiores a los treinta grados Celsius (30 °C), los acopios no superarán los tres metros (3 m) de altura, para evitar que el material bituminoso a reciclar se aglomere.
Se examinará la descarga al acopio desechando los materiales que a simple vista presenten contaminaciones.
Deberá llevarse un registro de la procedencia del material bituminoso a reciclar, identificando y acopiando aparte los materiales provenientes de mezclas distintas de los tipos densas (D), semidensas (S) o gruesas (G) definidos en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
También deberán acopiarse aparte los materiales para los que sea necesario realizar un estudio .. especial según el apartado 2.3 hasta la decisión de su aceptación o rechazo.
5.2. Tratamiento del material bituminoso a reciclar bruto
El material bituminoso a reciclar bruto se tratará y mezclará para su homogeneización y descontaminación.
Para ello se triturarán todos los bloques y bolos con objeto de que todo el material pase por el tamiz 25 mm de la UNE-EN 933-2.
Se procederá también a la eliminación de cualquier contaminante, y en especial se usará un procedimiento de detección y eliminación de elementos metálicos.
Posteriormente el material deberá ser mezclado hasta obtener un producto homogéneo, que no I presente segregaciones.
5.3. Caracterización y acopio del material bituminoso a reciclar tratado
Una vez tratado el material bituminoso a reciclar, se dispondrá en acopios homogéneos. Para que un acopio se considere homogéneo, realizados los ensayos del apartado 9.1, los valores de los resultados cumplirán las tolerancias establecidas en la tabla 22.1.
Los materiales que cumplan los criterios de homogeneidad se podrán acopiar juntos. Cada acopio homogéneo quedará identificado y caracterizado por los resultados de los ensayos realizados según el apartado 9.1 y podrá emplearse en la fabricación de mezcla bituminosa reciclada en caliente con una misma fórmula de trabajo.
Los acopios de material bituminoso a reciclar tratado serán considerados como lotes aislados, evitando que se mezclen y contaminen entre ellos. El volumen de cada uno de estos acopios será el suficiente para garantizar, al menos, el trabajo de un día o la producción requerida si ésta es menor, con objeto de no cambiar la formula de trabajo y poder controlar e identificar adecuadamente la mezcla fabricada.
Los acopios deberán situarse en una zona bien drenada y sobre una superficie revestida. Si se dispusieran en terreno natural, no se utilizarán los quince centímetros (15 cm) inferiores de los acopios. Los acopios se formarán por capas. Deberá vigilarse la altura de los acopios para evitar que el material bituminoso se aglomere, especialmente con temperaturas altas, limitándose aquélla a tres metros (3 m) cuando se prevean temperaturas superiores a los treinta grados Celsius (30°C).
Los acopios deberán estar a cubierto y el tiempo de almacenamiento se reducirá al mínimo posible para evitar que el contenido de humedad aumente excesivamente.
5.4. Estudio de la mezcla y obtención de la fórmula de trabajo
La fórmula de trabajo fijará, además de las características establecidas en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3) las siguientes;
- Proporción en masa del material bituminoso a reciclar, referido a la masa total de áridos nuevos de aportación más el material bituminoso a reciclar.
- Granulometría del árido contenido en el material bituminoso a reciclar, por los tamices 40; 25; 20; 12,5; 8; 4; 2; 0,500; 0,250; 0, 125; y 0,063 m m de la UNE-EN 933-2, y contenido de ligante hidrocarbonado del material bituminoso a reciclar, referido a la masa total del material bituminoso a reciclar.
- La identificación y proporción de cada fracción del árido nuevo de aportación (incluido el polvo mineral de aportación) en la alimentación y, en su caso, después de su clasificación en caliente, referidas a la masa total de los áridos nuevos de aportación más el material bituminoso a reciclar.
- La granulometría de los áridos de la mezcla bituminosa reciclada, resultado de la combinación de los áridos aportados más los procedentes del material bituminoso a reciclar, por los tamices 40; 25; 20; 12,5; 8; 4; 2: 0,500; 0,250; 0, 125; y 0,063 mm de la UNE-EN 933-2.
- Tipo y características del ligante hidrocarbonado de aportación.
- La dosificación de ligante hidrocarbonado de aportación, referida a la masa total de los áridos nuevos de aportación más el material bituminoso a reciclar.
- En su caso, el tipo y la dotación de las adiciones, referida a la masa total del árido combinado.
- La densidad mínima a alcanzar.
- Los tiempos a exigir para la mezcla de los áridos nuevos con el material bituminoso a reciclar y de ésta con el ligante.
- Las temperaturas máxima y mínima y la humedad máxima del material bituminoso a reciclar en la tolva y en la báscula de dosificación a la entrada del mezclador (en ningún caso se calentará el material bituminoso a reciclar a una temperatura superior a la del ligante de aportación).
Los tiempos para la mezcla en caliente de los áridos y para la mezcla con el ligante vendrán determinados por la homogeneidad de la mezcla, la total desintegración de los nódulos de material bituminoso a reciclar y la incorporación del ligante, y en su caso del aditivo rejuvenecedor, con el ligante del material a reciclar.
5.5. Fabricación de la mezcla
Los dosificadores de áridos en frío y del material bituminoso a reciclar se regularán de forma que se obtenga la granulometría de la fórmula de trabajo; su caudal se ajustará ala producción prevista, debiéndose mantener constante la alimentación del secador de áridos y del calentador de material bituminoso a reciclar.
Los gases desprendidos al calentar el material bituminoso a reciclar deberán ser recogidos y quemados durante el proceso, evitando su vertido a la atmósfera.
En centrales cuyo secador no sea a la vez mezclador, si la alimentación fuese continua, los áridos calentados y, en su caso, clasificados, se pesarán y se transportarán al mezclador, incorporando el material bituminoso a reciclar en la zona de pesaje en caliente a la salida del secador. Si la alimentación de éste fuese discontinua, después de haber introducido los áridos en el mezclador, se pesará e introducirá el material bituminoso a reciclar junto al polvo mineral y, después de un tiempo de disgregación, calentamiento y mezcla, se agregará el ligante hidrocarbonado, y en su caso los aditivos, para cada amasada, y se continuará la operación de mezcla durante el tiempo especificado en la fórmula de trabajo.
En centrales de mezcla continua con tambor secador-mezclador se aportará el material bituminoso a reciclar tras la llama de forma que no exista riesgo de contacto con ella.
6. TRAMO DE PRUEBA
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
7. ESPECIFICACIONES DE LA UNIDAD TERMINADA
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
8. LIMITACIONES DE LA EJECUCIÓN
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3).
9. CONTROL DE CALIDAD
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
9.1. Control de procedencia del material bituminoso a reciclar
Se tomarán muestras del material bituminoso a reciclar tratado con objeto de analizar su homogeneidad y caracterizar los acopios.
Para ello, por cada quinientas toneladas (500 t) de acopio de material tratado, si se va a emplear en la fabricación de la mezcla un porcentaje de material bituminoso reciclado inferior al veinticinco por ciento (25%), y por cada doscientas toneladas (200 t) de acopio, si se va a emplear un porcentaje de material bituminoso superior a esa cantidad, se tomarán cinco (5) muestras y de cada una de ellas se determinará:
- Granulometría del material disgregado, según la UNE-EN 933-1.
- Contenido de ligante, según la NLT-164.
- Granulometría de los áridos recuperados, según la NLT-165.
- Penetración del ligante recuperado, según la NLT-124.
- Punto de reblandecimiento anillo y bola del ligante recuperado, según la NLT-125.
- Indice de penetración del ligante recuperado, según la NLT-181.
- Coeficiente de Los Ángeles del árido recuperado, según la UNE-EN 1097-2.
- Densidad relativa y absorción del árido recuperado, según las NLT-153 y NLT-154.
- Punto de fragilidad Fraass, según la NLT-182.
- Ductilidad, según la NLT-126.
Se examinará cada acopio de material bituminoso a reciclar, desechando los que no cumplan con los límites de tolerancias de granulometría y de contenido de ligante establecidos en el apartado 2.3.1.
Se vigilará la altura de los acopios y el estado de sus elementos separadores y de los accesos.
Sobre cada acopio que se utilice se realizarán los siguientes ensayos:
- Al menos dos veces al día (2/d):
o Contenido de ligante, según la NLT-164.
o Granulometría de los áridos recuperados, según la NLT-165.
- Al menos una (1) vez a la semana, o cuando se cambie de procedencia:
o Punto de reblandecimiento anillo y bola del ligante recuperado, según la NLT-125.
o Indice de penetración del ligante recuperado, según la NLT-181.
o Densidad relativa y absorción del árido recuperado, según las NLT-153 y NLT-154, respectivamente.
- Al menos una (1) vez al mes, o cuando se cambie de procedencia:
o Ductilidad del ligante recuperado, según la NLT-126.
9.3. Control de ejecución
9.3.1. Fabricación
Al comenzar la fabricación y al menos dos veces al día, o cuando se produzcan precipitaciones atmosféricas cada hora, se determinará la humedad, según la UNE 103300, del material bituminoso a reciclar, en la tolva o cinta de carga desde el acopio y en la descarga de la tolva de dosificación y alimentación al mezclador.
9.4. Control de recepción de la unidad terminada
Para obras de más de setenta mil metros cuadrados (70.000 m2), mezclas bituminosas recicladas que contengan más del veinticinco por ciento (25%) de material bituminoso a reciclar respecto de la masa total de la mezcla o cuando existan dudas razonables sobre la calidad de la mezcla, el Director de las Obras podrá exigir de los testigos extraídos de acuerdo con lo especificado en el artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), la determinación, además de su densidad y de su espesor, de la resistencia a tracción indirecta, según la NLT-346, a la temperatura de cinco grados Celsius (5°C), empleando los dispositivos de carga (barras) recogidos en el apartado 2.2 de la norma NLT-360 para la determinación del módulo resiliente.
La resistencia a tracción deberá ser determinada tanto en seco, directamente sobre los testigos extraídos, como en húmedo, sobre testigos que hayan permanecido sumergidos durante veinticuatro horas (24 h) en agua a la temperatura de sesenta grados Celsius (60°C).
10. CRITERIOS DE ACEPTACIÓN O RECHAZO
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), y las siguientes prescripciones adicionales.
10.1. Resistencia a tracción indirecta en seco y en húmedo
La resistencia media a tracción indirecta, según la NLT-346, a la temperatura de cinco grados Celsius (5°C), empleando los dispositivos de carga (barras) recogidos en el apartado 2.2 de la norma NLT-360 para la determinación del módulo resiliente, deberá cumplir los valores indicados en la tabla 22.2:
No más del veinte por ciento (20%) de los valores individuales de la muestra deberán ser inferiores a los valores prescritos en la tabla anterior para los casos de penalización.
Además, la resistencia media de los testigos en húmedo deberá ser siempre superior al setenta y cinco por ciento (75%) de la resistencia en seco.
De no cumplirse los requisitos anteriores se procederá de la siguiente manera:
- Si la resistencia media en seco, o en húmedo, de la mezcla es inferior al umbral de penalización, se levantará la capa de mezcla bituminosa correspondiente al lote controlado mediante fresado y se repondrá por cuenta del Contratista.
- Si la resistencia media en seco, o en húmedo, está entre los niveles de aceptación y penalización, se aplicará una penalización del diez por ciento (10%) a la capa de mezcla bituminosa correspondiente al lote controlado.
- Si no cumple la prescripción del setenta y cinco por ciento (75%) de resistencia conservada, o el número de valores individuales defectuosos supera el veinte por ciento (20%), se aplicará una penalización del tres por ciento (3%) a la capa de mezcla bituminosa correspondiente al lote controlado.
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG-3), con las prescripciones complementarias siguientes.
El material bituminoso a reciclar se considerará incluido en el abono de la mezcla bituminosa reciclada.
El ligante de aportación podrá ser incluido también en el abono de la mezcla reciclada, o bien abonado aparte. En este caso se determinará la cantidad de ligante de aportación como la diferencia entre el contenido de ligante de la mezcla reciclada y el ligante bituminoso aportado por el material a reciclar.
12. ESPECIFICACIONES TÉCNICAS Y DISTINTIVOS DE CALIDAD
El cumplimiento de las especificaciones técnicas obligatorias requeridas a los productos contemplados en este artículo, se podrá acreditar por medio del correspondiente certificado que, cuando dichas especificaciones estén establecidas exclusivamente por referencia a normas, podrá estar constituido por un certificado de conformidad a dichas normas.
Si los referidos productos disponen de una marca, sello o distintivo de calidad que asegure el cumplimiento de las especificaciones técnicas obligatorias de este artículo, se reconocerá como tal cuando dicho distintivo esté homologado por la Dirección General de Carreteras del Ministerio de Fomento. El certificado acreditativo del cumplimiento de las especificaciones técnicas obligatorias de este artículo podrá ser otorgado por las Administraciones públicas competentes en materia de carreteras, la Dirección General de Carreteras del Ministerio de Fomento (según ámbito) o los Organismos españoles -públicos y privados- autorizados para realizar tareas de certificación o ensayos en el ámbito de los materiales, sistemas y procesos industriales, conforme al Real Decreto 2200/95, de 28 de diciembre.
NORMAS REFERENCIADAS
- NLT-124 Penetración de los materiales bituminosos.
- NLT-125 Punto de reblandecimiento anillo y bola de los materiales bituminosos.
- NLT-126 Ductilidad de los materiales bituminosos.
- NLT-153 Densidad relativa y absorción de áridos gruesos.
- NLT-154 Densidad relativa y absorción de áridos finos.
- NLT-162 Efecto del agua sobre la cohesión de las mezclas bituminosas compactadas (ensayo de Inmersión-Compresión).
- NLT-164 Contenido de ligante en mezclas bituminosas.
- NLT-165 Análisis granulométrico de los áridos recuperados de las mezclas bituminosas.
- NLT-181 Índice de penetración de los betunes asfálticos.
- NLT-182 Punto de fragilidad Fraass de los materiales bituminosos.
- NLT-346 Resistencia a compresión diametral (ensayo brasileño) de mezclas bituminosas.
- NLT-360 Determinación del módulo resiliente, en mezclas bituminosas, mediante ensayo de compresión diametral.
- UNE 103300 Determinación de la humedad de un suelo mediante secado en estufa.
- UNE-EN 933-1 Ensayos para determinar las propiedades geométricas de los áridos. Parte 1: Determinación de la granulometría de las partículas. Métodos del tamizado.
- UNE-EN 933-2 Ensayos para determinar las propiedades geométricas de los áridos. Parte 2: Determinación de la granulometría de las partículas. Tamices de ensayo, tamaño nominal de las aberturas.
- UNE-EN 1097-2 Ensayos para determinar las propiedades mecánicas y físicas de los áridos. Parte 2: Métodos para la determinación de la resistencia a la fragmentación.
Imprimir